
起源の場所:
中国
ブランド名:
Rps-sonic
証明:
CE
モデル番号:
RpsH210
連絡 ください
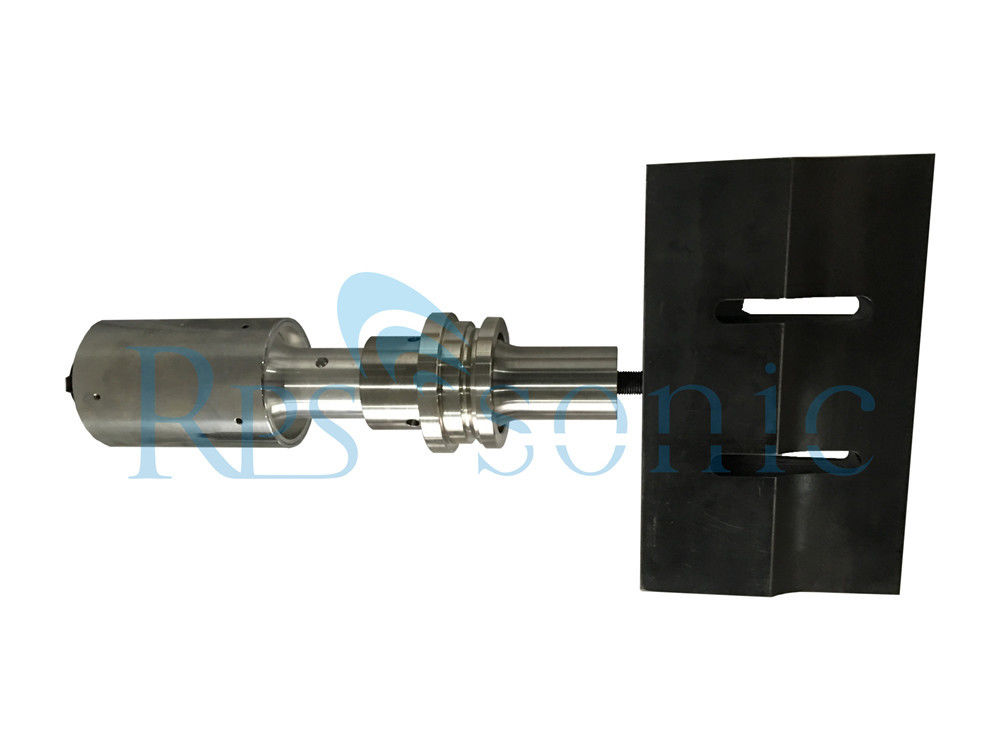

変数:
| 項目 | 変数 |
| 頻度 | 20Khz |
| 溶接区域 | 210*25mm |
| 材料 | Alumiumの合金 |
| ねじを接続して下さい | 1/2-20unf |
超音波溶接機械据え付け品および溶接の角の設計の品質、取付けおよび依託
1つは超音波溶接機械据え付け品自体できればよりよいサポートを提供するために、溶接されるべき囲むべきで部品の底そして環境を/動揺からの部分を溶接プロセスの間に振動による転移避けます。
2つは部品の表面と超音波据え付け品の部分の配置の位置、接触表面の形2つの融合の部品間のギャップによる溶接の後で完成品の出現を避けるために完全に合うべきです。
3据え付け品の耐用年数を拡張し、完成品の傷を避けるために、据え付け品自体はできれば溶接された部品と接触して磨かれますまたはchromatedべきです。
1つは使用中の溶接機の製造業者によって溶接の角の生産最もよく設計に超音波によって発生する溶接エネルギーに影響を与える機械の共鳴ポイントの位置のかなりの相関関係があるので引き受けられます。
2つは溶接の角と部品間の接合箇所のサイズより部品の外のり寸法に一貫するまたは小さいサイズに設計されているべきです(3 | 5%)、/流出のような問題を完成品の歪むこと溶接の後で避けるため
3溶接の角の耐用年数を拡張するために、表面は扱われるクロム酸塩である場合もあります。
超音波溶接のジグ、溶接の角および機械ダバッギング
1つの完全に解放機械の「空気圧」(「0"にノブを回して下さい)、角および巣の進歩的な位置を行うため。
2適切なブスター(金/銀/黒)をプロダクトの特徴に従って選び、次に機械の上の溝におよび角をねじで締めて下さい。(カバー パネルはねじで締まるべきです)
手動で調節することができるように、固定が付いている基盤への巣がおよびねじ妨げる3一時的に苦境。
4場所は巣で溶接されるべき部品接触表面が完全に部品の溶接の表面に合うことができるかどうか見るために角をおろしか。(そうでなかったら、角の方位角の角度を回し、巣の位置を調節することによって置くことができます)
位置が完了した後5、十分にカバー パネル/固定ブロックおよびねじをきつく締めて下さい。この時点で、機械の溶接の状態の設定そして操作自体を始めることができます。
RPS-SONICの角かなぜ:
1. あらゆる角はFEAシステムによって、ために均一力が付いている超音波角の端の表面を確認するように設計されます
2. 保証3か月ののすべての超音波角。
3. 10年間以上超音波高い発電を専門にされる
4. 郵送物の前の24hours古いテストのあらゆる超音波角。
5. よいパッキングの輸出業10年のの間のパッキング問題無し。
6. あらゆる顧客は購入記録を得、蓄積の後にある特定の報酬があります
サービスおよび郵送物
![]()
私達にあなたの照会を直接送りなさい


