
起源の場所:
中国
ブランド名:
Rps-sonic
証明:
CE
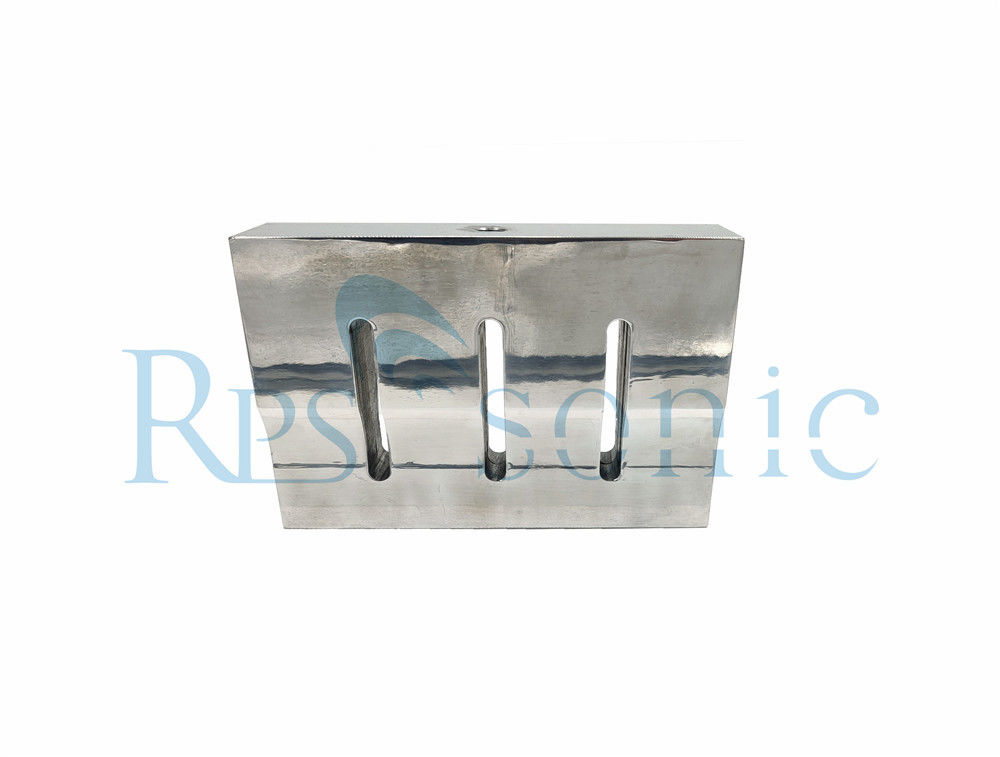
モデル番号:
RpsH15 250
連絡 ください


変数:
| 項目 | 変数 |
| 頻度 | 15Khz |
| 溶接区域 | 250*44mm |
| 材料 | Alumiumの合金 |
| ねじを接続して下さい | 1/2-20 |
導入:
超音波溶接工はいかに働きますか。超音波溶接工はプラスチックを一緒に熱し、溶かすのに振動からの運動エネルギーを使用する機械です。基本プロセスはあなたが一緒に溶接したいと思う2部品のセクションにエネルギーを指示するヘルツで測定される振動頻度に来ます。
溶接されている部品は巣(一般に金敷として知られている)とsonotrodeの間に置かれます(一般に角として知られている)。角および巣は両方通常アルミニウムかチタニウムからなされます。sonotrodeは音響の振動を出すトランスデューサーに接続されるです。この振動はトランスデューサーから、角の下で、そして溶接されている部品に流れます。振動の頻度は70kHz 15kHzからまでずっと及ぶことができます。
部品の設計は批判的に通常あります。角に接触するその部分に通常、溶接されている表面から突出している三角の唇があります。他の部分は、それ巣が付いている接触で、今でも握られ、そして他の部分の突出の唇に会う小さい溝があります。エネルギーは振動によって、ある特定のポイントでこの唇の構造は溶解したプラスチックで倒れ、満たします溝を熱され、溶けるこの唇に集中され。
従って、超音波角は溶接物を直接使用する、超音波角の設計は溶接物の溶接の効果に影響を与えます部品であり。同時に、超音波角はまた全体の溶接システムの消耗品に属します。通常、トランスデューサーおよび超音波電源は5から10年間働くことができますが超音波角は異なった労働条件に従って数月に数年の間利用できます。
超音波溶接の角のための主な問題点:
1) 角の表面を渡る不均等な広さによりシール面の両終わりに弱い溶接を引き起こしていました
2) 角は割れて、受け入れられない率で取り替えられなければなりませんでした。
両方の問題は角の横断面の不均等な力によって起こされます。角は割れることを引き起こしたポイントでたくさんの超音波力を受け取りました。同時に、たくさんのエネルギーは他の部品、低い出力および不均等な溶接の不十分な容量に終って、ある時点で集まります。方法効果的にこの問題を避けるは設計するとき私達が懸命に働くように要求します。FEAの検光子を使用して、有限な要素分析は角が設計されている、用具の頭部セクションの力ははっきり知っていることができますとき行われ。角セクションの均一および強い力は理想的な州です。映像が示すように:
![]()
超音波溶接の角を引用し、設計するために必要な情報
新規アプリケーションの超音波溶接の角のための引用を必要としてあれば、超音波工具細工に正確な引用語句を与えるために超音波角の製造業者によって要求される少数の主情報はここにあります:
RPS-SONICの角かなぜ:
1. あらゆる角はFEAシステムによって、ために均一力が付いている超音波角の端の表面を確認するように設計されます
2. 保証3か月ののすべての超音波角。
3. 10年間以上超音波高い発電を専門にされる
4. 郵送物の前の24hours古いテストのあらゆる超音波角。
5. よいパッキングの輸出業10年のの間のパッキング問題無し。
6. あらゆる顧客は購入記録を得、蓄積の後にある特定の報酬があります
サービスおよび郵送物
![]()
私達にあなたの照会を直接送りなさい


